ISS Equipment is a trusted Melbourne-based supplier of Drive In Pallet Racking. Drive-in racking is a high-density pallet racking configuration delivering one of the most cost-effective solutions to achieve significant warehouse space efficiency.
Drive In Pallet Racking is ideal for storage of high volume of goods with the same SKU using FILO stock management. It benefits small and large warehouses with limited floor space, or where space is at a premium, such as cold storage.
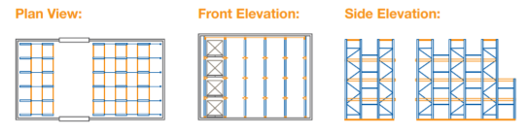
High density is achieved by eliminating extra aisles between rows of racks and reducing the forklift operating aisles. The Drive-In Pallet Racking allows a truck to enter into the racking to store or retrieve a pallet.

This system is the best option where space utilisation is more important than pallet selectivity or speed of picking.
Drive-In Pallet Racking not only delivers massive space saving in floor utilisation but also protects stored products by eliminating the risk of compression damage. The increased warehouse capacity, safety and stock management, comes with the trade-off in slower picking rate than our other Push-Back Racking.
ISS Equipment designs and installs your pallet racking solution taking into account your specific needs:
- Efficiency of access requirements for the type and quantity of palletised products.
- Access requirement: FIFO using single access Drive-In design.
- Horizontal and vertical space utilisation and availability.
- Handling equipment requirements for best cash-flow and investment.
- Safety – as one of our core values, we design it into our solution.
Benefits of Drive In Pallet Racking:
- The most compact pallet storage solution
- 85% floor area utilisation
- Limited pallet selectivity
- FILO (LIFO) pallet access
- Slow picking rate
- Storage height up to in excess of 10m
- Best handling equipment: Counterbalance and Reach Forklift
Racking Safety and Compliance
ISS Equipment provides 360-degree service for all Pallet Racking configurations. Our team will design, engineer and efficiently install your tailored solution. To ensure the ongoing safety and compliance of your racking system, we also provide regular Racking Safety Inspections service as required by the relevant state and national regulations.